|
1
|
|
2
|
|
5
|
|
9
|
|
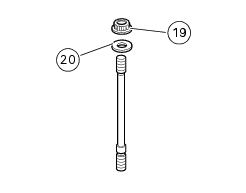
19
|
|
20
|
|
22
|
|
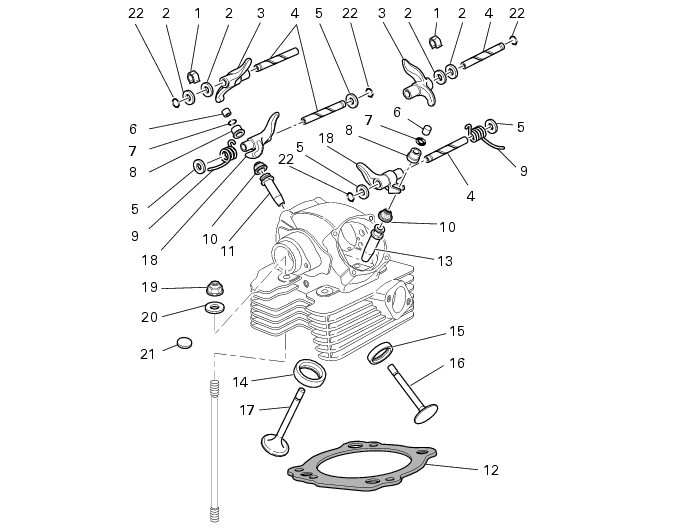
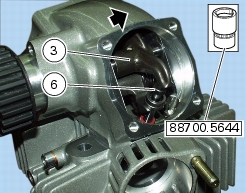
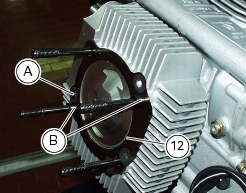
Remover as tampas laterais da distribuição e as correias
|

|
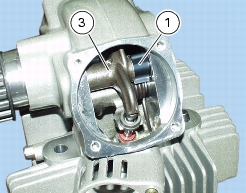
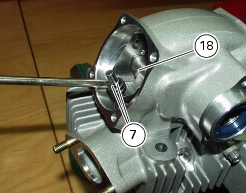
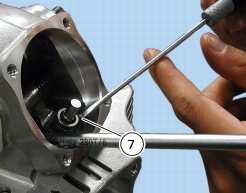
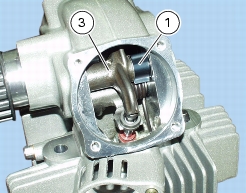
Remover as tampas dos eixos de comando
|






|
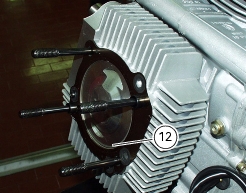
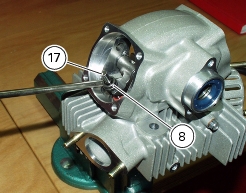
Reinstalar as tampas laterais da distribuição e as correias de distribuição
|
|