|
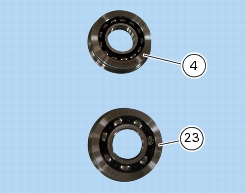
4
|
|
7
|
|
8
|
|
10
|
|
11
|
|
12
|
|
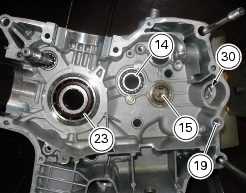
14
|
|
15
|
|
17
|
|
18
|
|
19
|
|
20
|
|
21
|
|
22
|
|
23
|
|
24
|
|
25
|
|
26
|
|
27
|
|
29
|
|
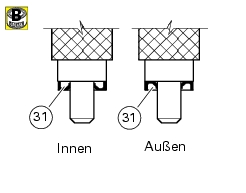
31
|
|
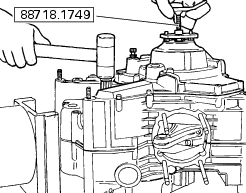
Zylinderkopfeinheit und Ventilsteuerorgange abnehmen
|
|
|
Komplette Einheit Zylinder/Kolben abnehmen
|
|
|
Lichtmaschinendeckel und komplette Lichtmaschine abnehmen
|
|



|
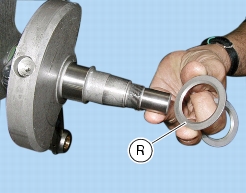
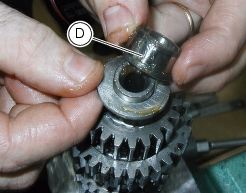
-
|
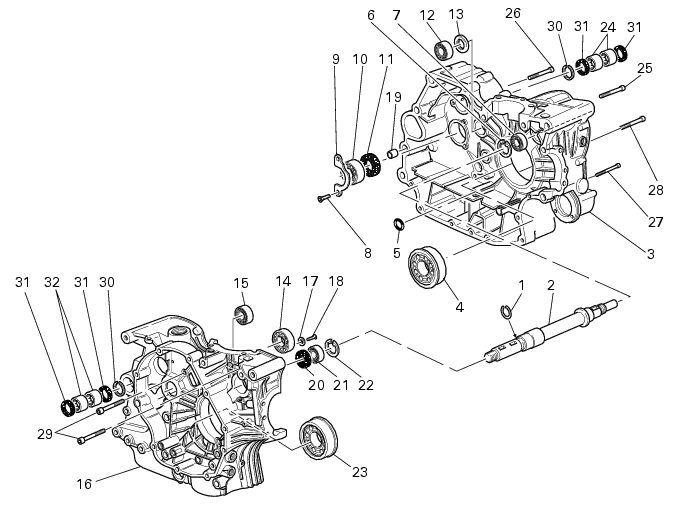
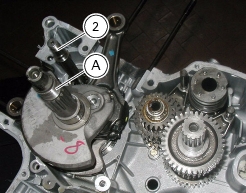
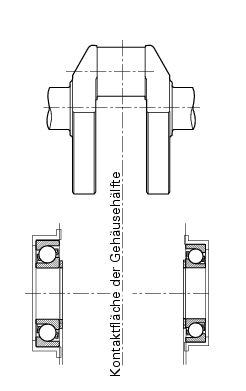
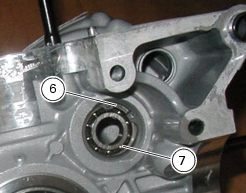
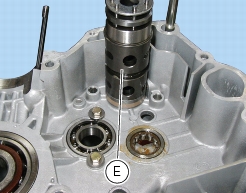
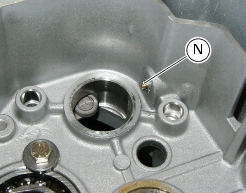
Das neue Lager (dabei sollte das Gehäuse sich noch unter einer hohen Temperatur befinden) perfekt auf Achse ausgerichtet in seinen Sitz einbauen, dazu ist ein Rohrstopfen zu verwenden, der den Druck nur auf den äußeren Ring des Lagers ableitet.
|











|
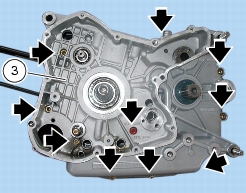
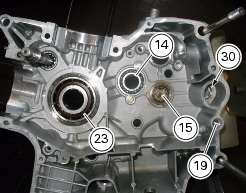
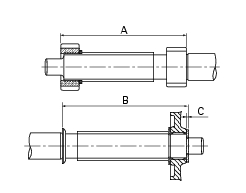
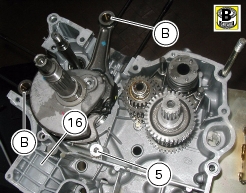
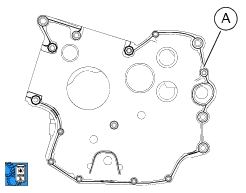
Schrauben
M8x75 mm |
||
|
aufgebohrte Schraube
M8x75 mm |
||
|
Schrauben
M6x35 mm |
||
|
Schraube
M6x75 mm |
|
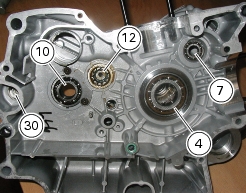
Lichtmaschinendeckel und Lichtmaschine komplett montieren
|
|
|
Komplette Einheit Zylinder/Kolben montieren
|
|
|
Komplette Zylinderkopfeinheit und Steuerorgane montieren
|
|