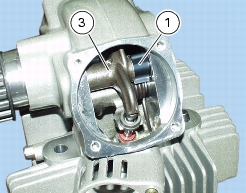
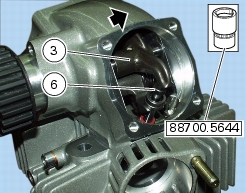
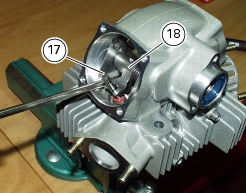
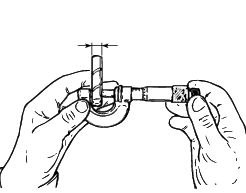
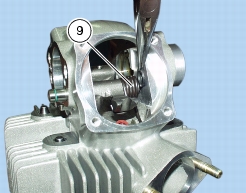
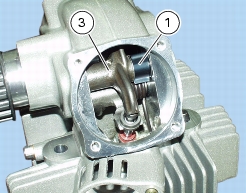
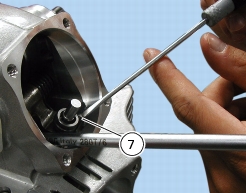
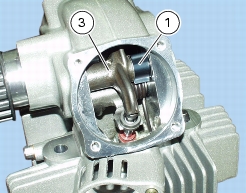
Die Buchse des Werkzeuges 88700.5644 in die Anzugsnutmutter der Nockenwelle einsetzen, dann die Nockenwelle so lange drehen, bis der Öffnungsschlepphebel (3) frei liegt.
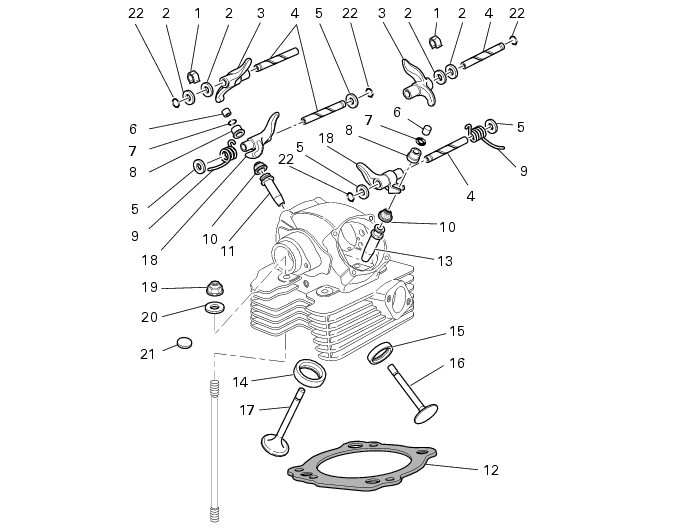
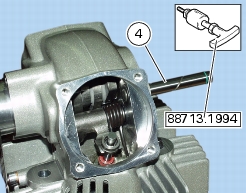
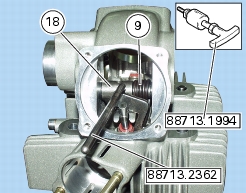
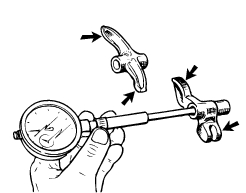
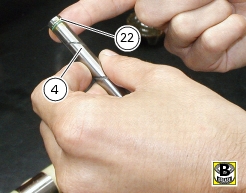
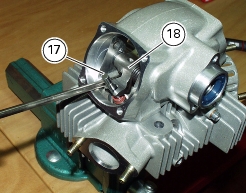
Das Werkzeug 88713.1994 mit dem Stift M5 am Gewindeende der Achse des Öffnungsschlepphebels (4) anschrauben.
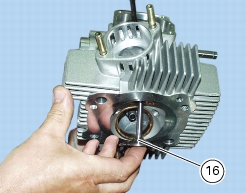
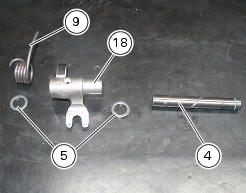
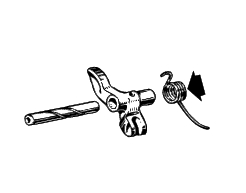
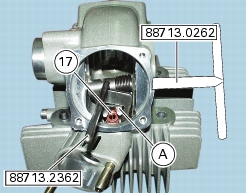
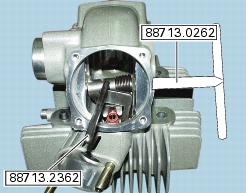
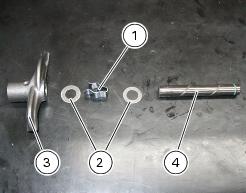
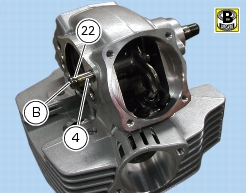
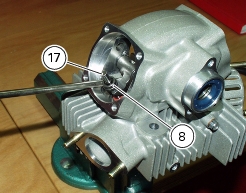
Das Werkzeug 88713.0262 entfernen, dann die Kipphebelachse (4) mit einer neuen OR-Dichtung (22) nach entsprechendem Schmieren einfügen.
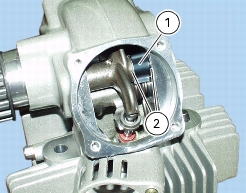
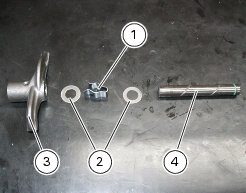
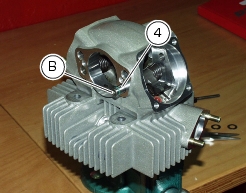
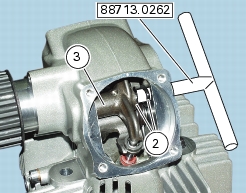
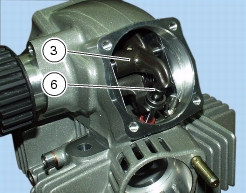
Unter Anwendung des Stifts 88713.0262 den Öffnungsschlepphebel (3) anordnen, dann die seitliche Ausdistanzierung mit den Zwischenlegscheiben (2) vornehmen: Den Kipphebel und die Zwischenlegscheiben im waagrechten Zylinderkopf auf der Auslassseite, im senkrechten Zylinderkopf auf der Einlassseite, im waagrechten Zylinderkopf auf der Einlassseite und schließlich im senkrechten Zylinderkopf auf der Auslassseite anordnen.