|
1
|
|
2
|
|
5
|
|
9
|
|
17
|
|
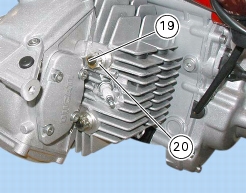
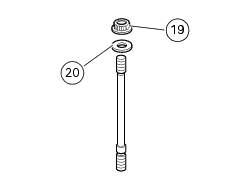
19
|
|
20
|
|
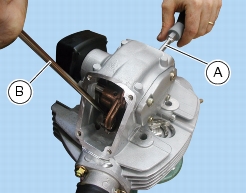
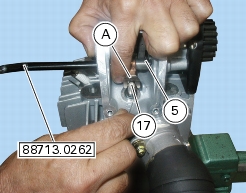
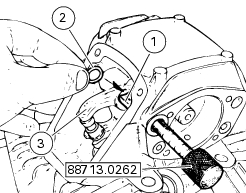
Disconnect oil temperature sensor from main wiring harness
|
|





















|
Connect oil temperature sensor to main wiring harness
|
|