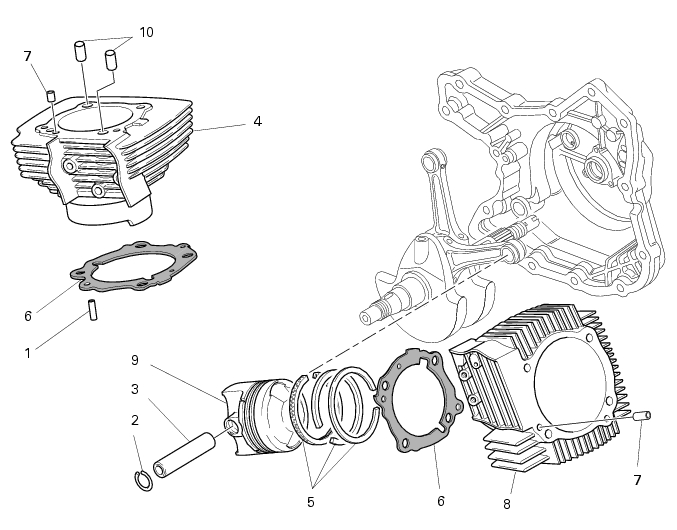
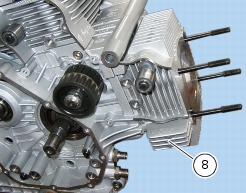
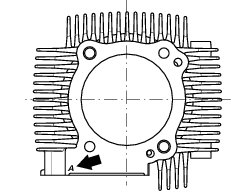
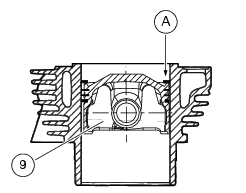
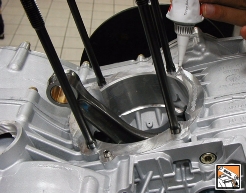
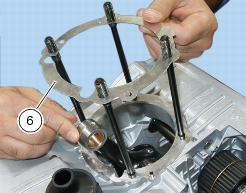
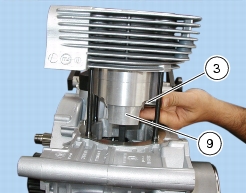
Utilizando la herramienta 88700.5644 colocar el pistón del cilindro horizontal (8) cercano del P.M.S. Para quitar el grupo cilindro-pistón horizontal operar de la misma manera que en el cilindro vertical.
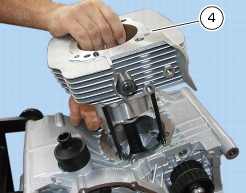
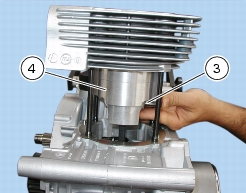
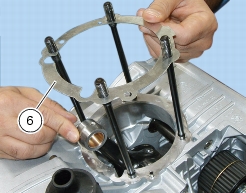
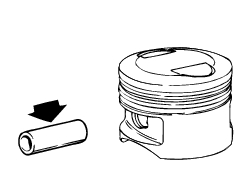
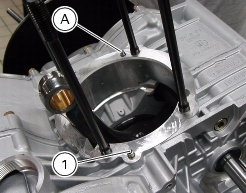
Utilizando la herramienta cód. 88700.5644 colocar el pie de biela cerca del punto muerto superior. Introducir el grupo pistón-cilindro en los espárragos del cárter.